English
English 中文简体
中文简体 русский
русский Deutsch
DeutschContent
- 1 What Makes Rivet Wire a Distinct Product Category
- 2 Alloy Selection for Aluminum Rivet Wire: Matching Chemistry to Joint Requirements
- 3 Dimensional Tolerances and Surface Quality: Where Wire Specification Meets Rivet Performance
- 4 Cold Headability Testing: Qualifying Wire Before Production Commitment
- 5 Industry Applications and the Specification Drivers Behind Each
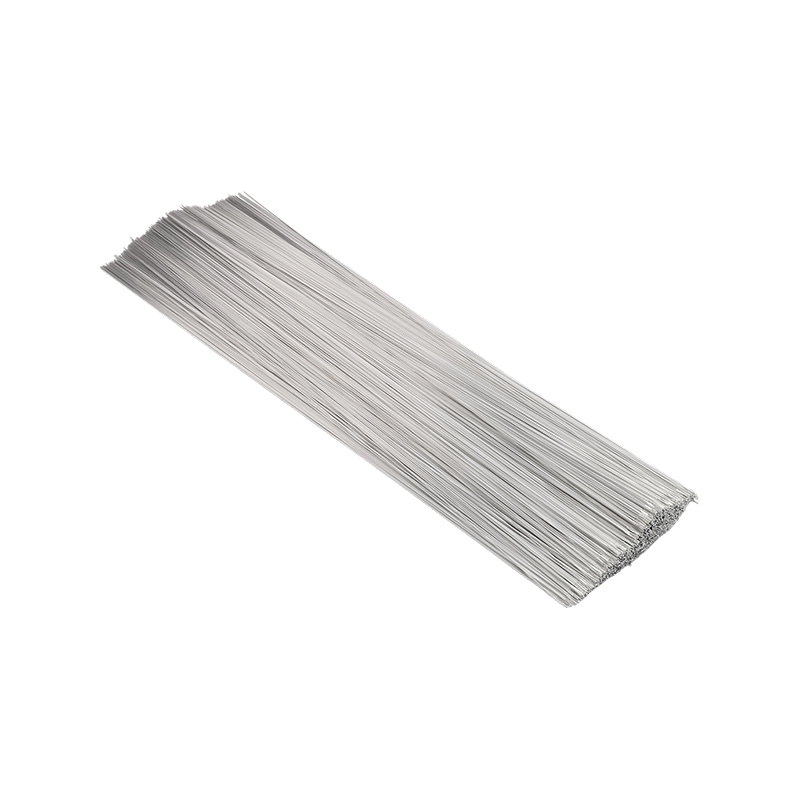
What Makes Rivet Wire a Distinct Product Category
Aluminum rivet wire sits at a specific intersection of metallurgical and dimensional requirements that separates it from general-purpose aluminum wire. A rivet formed from wire must perform two mechanically distinct operations in sequence: it must be cold-formed — headed, upset, or driven — without cracking, and it must then generate and sustain clamping force across a joint for the service life of the assembly. These two requirements pull in opposite directions. The formability needed for heading demands low work-hardening rate and high ductility; the clamping performance needed in service demands sufficient yield strength to resist relaxation under load. Aluminum rivet wire specifications are essentially an engineering solution to this conflict, selecting alloy composition and temper to land at the precise point on the strength-ductility curve where both requirements are simultaneously satisfied.
The manufacturing chain that connects wire rod to finished rivet amplifies small variations in wire quality into large variations in rivet performance. Cold heading is a high-strain-rate process that exposes material defects — seams, inclusions, segregation zones, inconsistent grain structure — that would be invisible in a tensile test but cause splitting at the rivet head during forming. Dimensional inconsistency in wire diameter translates directly to inconsistency in rivet shank diameter and head geometry, affecting hole fill, bearing area, and joint fatigue life. For these reasons, aluminum rivet wire is typically specified to tighter tolerances than structural or electrical wire of equivalent diameter, and its quality assessment involves cold heading trials in addition to standard mechanical and chemical testing.
Alloy Selection for Aluminum Rivet Wire: Matching Chemistry to Joint Requirements
The aluminum alloys used for rivet wire production are a relatively narrow subset of the full alloy family, selected for their combination of cold headability, shear strength, and corrosion compatibility with common base metals. The dominant grades each serve a distinct application profile.
1100 (commercially pure aluminum) offers maximum ductility and corrosion resistance with minimal strength. Its tensile strength of 90–110 MPa and elongation exceeding 25% make it the easiest alloy to cold head without cracking, and its galvanic compatibility with a wide range of aluminum base alloys makes it suitable for non-structural sheet metal assembly. It is used where joint loads are low and corrosion resistance or appearance is the governing requirement — HVAC ductwork, decorative paneling, and light consumer goods fabrication.
5056 (Al-5%Mg) is the standard alloy for medium-strength rivet wire applications, particularly in aerospace and marine environments. Its tensile strength of 290–310 MPa in H32 temper, combined with excellent corrosion resistance in chloride environments, makes it the specified filler for riveting 5xxx series base alloys in boat hull construction, offshore equipment, and transportation structures. The relatively high magnesium content produces a solid solution strengthened alloy that work-hardens progressively during heading — requiring well-controlled tooling geometry and lubrication to avoid surface cracking at the head periphery.
2117-T4 (Al-Cu) is the most widely used rivet alloy in aerospace structural applications. Its designation as the "field rivet" in aviation maintenance reflects a critical practical advantage: 2117 can be driven in the T4 temper without refrigeration or re-heat treatment, unlike 2024 or 7075 rivets that require storage at −18°C to prevent natural aging before installation. At 295 MPa tensile and 43% elongation in T4 temper, 2117 provides adequate structural performance for skin and stringer fastening while remaining processable at ambient temperature. 2024-T4 and 7050-T73 are used in primary structural joints where higher shear strength is required, accepting the refrigerated storage and tighter installation time windows as necessary process constraints.
| Alloy / Temper | Tensile Strength (MPa) | Elongation (%) | Shear Strength (MPa) | Primary Use |
|---|---|---|---|---|
| 1100-H14 | 95–110 | ≥20 | ~62 | Non-structural, sheet metal, HVAC |
| 5056-H32 | 290–310 | ≥10 | ~179 | Marine, 5xxx base alloys |
| 2117-T4 | ~295 | ≥12 | ~193 | Aerospace skin fastening, field rivet |
| 2024-T4 | ~425 | ≥10 | ~283 | Aerospace primary structure |
| 6061-T4 | ~240 | ≥16 | ~165 | General structural, transportation |
Dimensional Tolerances and Surface Quality: Where Wire Specification Meets Rivet Performance
Wire for aluminum rivets is produced to diameter tolerances significantly tighter than general-purpose wire. Standard ASTM B211 tolerances for drawn wire allow ±0.013 mm on diameters below 6 mm; rivet wire for automated cold heading is typically specified at ±0.005–0.008 mm to ensure consistent hole fill and head geometry across high-volume production runs. This tighter tolerance is not cosmetic — diameter variation directly affects the rivet's interference fit with the hole, the consistency of upset geometry during heading, and the repeatability of driven shank diameter in blind rivet applications where the installer has no direct visibility of the formed end.
Ovality — the difference between maximum and minimum diameter measured at a single cross-section — is an equally important but less frequently specified parameter. Wire with acceptable average diameter but high ovality produces rivets with non-circular shanks, which generates uneven bearing stress distribution in the joint and reduces fatigue life under cyclic loading. For wire used in automated heading equipment with precision die sets, ovality exceeding 0.003–0.005 mm can cause die wear patterns that propagate head cracking across entire production batches before the root cause is identified.
Surface condition governs both headability and finished rivet appearance. Seams and laps — longitudinal defects introduced during rod rolling or early drawing passes — open into cracks during cold heading, producing split rivet heads that fail inspection and jam automatic rivet feeding equipment. Eddy current testing of wire in-line during the drawing process detects surface and near-surface defects before they reach the finished coil; suppliers who rely on end-of-line sampling miss the within-coil variation that causes intermittent heading failures in production. Residual drawing lubricant on the wire surface affects both heading tool life and the adhesion of any anodic or conversion coating applied to the finished rivet — making post-draw cleaning a standard step in rivet wire production for aerospace and automotive supply chains.
Cold Headability Testing: Qualifying Wire Before Production Commitment
Standard mechanical testing — tensile strength, yield strength, elongation, hardness — provides necessary but insufficient qualification data for aluminum rivet wire. These tests measure bulk material behavior under quasi-static loading conditions that do not replicate the high-strain-rate, triaxial stress state experienced by wire during cold heading. A wire lot that passes all standard mechanical tests can still exhibit systematic head cracking during production if its microstructure contains grain boundary precipitate networks, elevated hydrogen content from improper annealing atmosphere, or texture inhomogeneity from non-uniform deformation during drawing.
Cold heading trials on production tooling are the definitive qualification method. The standard approach involves heading a statistically meaningful sample — typically 200–500 pieces — from multiple positions within the coil (start, middle, end) and across multiple coils from the lot, then inspecting heads at 10× magnification for cracks, laps, and surface irregularities. The heading ratio — the ratio of head diameter to wire diameter achievable without cracking — provides a quantitative headability index that can be compared across suppliers and lots. For reference, 2117-T4 wire should achieve a heading ratio of 1.5× without surface cracking under standard tooling conditions; consistent failure below this threshold indicates either composition, temper, or microstructural issues that standard certificates will not reveal.
Lot traceability from these heading trials back to the wire production record — melt chemistry, rod casting parameters, drawing schedule, annealing cycle — enables root cause analysis when heading performance deviates. Suppliers who maintain complete production records and can correlate heading trial results with process variables provide a significantly more defensible quality assurance framework than those who issue certificates based on finished wire testing alone.
Industry Applications and the Specification Drivers Behind Each
Aerospace remains the most technically demanding application environment for aluminum rivet wire, and the one that has most systematically codified its requirements. Boeing Material Specifications (BMS), Airbus Process Specifications (AIMS), and military standards (MIL-R-1150) define not just alloy and temper but also grain flow direction, surface finish class, packaging requirements, and lot size limits. The rationale is fatigue performance: in an airframe subjected to tens of thousands of pressurization cycles over a 30-year service life, the difference between a rivet with optimized microstructure and one with marginal grain boundary condition is not visible in static strength data but becomes decisive in fatigue crack initiation behavior at the rivet hole.
Automotive applications for aluminum rivet wire have grown substantially with the expansion of aluminum-intensive vehicle body structures. Self-piercing rivets (SPR) used to join aluminum body panels — a process that avoids the heat-affected zone problems of welding dissimilar aluminum alloys — require wire with tightly controlled hardness profiles: hard enough at the rivet tip to pierce the top sheet without buckling, ductile enough in the shank to flare and lock in the bottom sheet without cracking. This hardness gradient is achieved through partial annealing or controlled drawing schedules rather than through alloy change, and it requires process consistency that only manifests as a specification when the buyer understands the underlying mechanism.
Consumer electronics, furniture hardware, and general light manufacturing represent the high-volume, lower-specification end of the aluminum rivet wire market, where 1100 and 3003 alloys dominate and dimensional tolerances are less critical than cost and availability. Even in these segments, wire cleanliness and coil packaging quality affect production efficiency — contaminated wire accelerates die wear in automatic rivet machines, and poorly wound coils cause feed jams that interrupt output. The performance requirements are lower, but the consequence of supply variability on production uptime is no less real than in aerospace assembly.