English
English 中文简体
中文简体 русский
русский Deutsch
DeutschContent
- 1 The Case for Aluminum Wire Across Industrial Applications
- 2 Wire Classification by Alloy Series and What Each Grade Delivers
- 3 Aluminum Welding Wire: Filler Selection, Process Matching, and Common Failure Modes
- 4 Temper, Surface Condition, and the Production Variables That Determine Wire Usability
- 5 Emerging Demand Drivers: EV Platforms, Renewable Energy, and Lightweighting Pressures
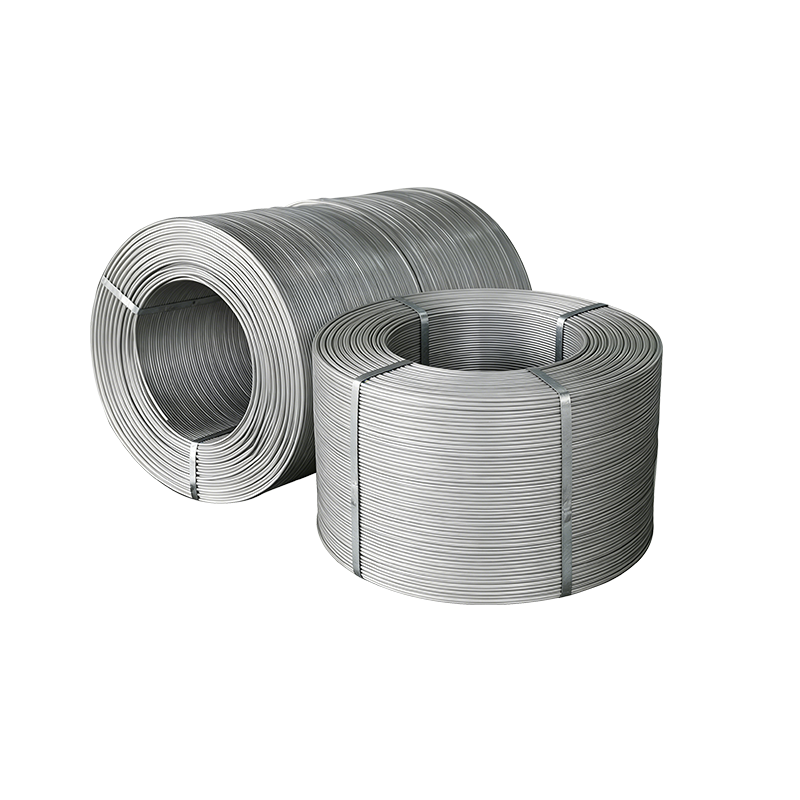
The Case for Aluminum Wire Across Industrial Applications
Aluminum wire has expanded well beyond its origins in overhead power transmission to become a critical material across electronics, automotive, aerospace, construction, and industrial manufacturing. The combination of low density (2.70 g/cm³ versus copper's 8.96 g/cm³), competitive electrical conductivity at equivalent cross-sections, and a cost structure that tracks roughly one-third of copper on a per-kilogram basis has made aluminum wire the default choice wherever weight, cost, or both are design constraints. For a given current-carrying capacity, an aluminum conductor requires approximately 1.6× the cross-sectional area of copper — but the resulting conductor still weighs about half as much, a tradeoff that is favorable in the majority of long-run and weight-sensitive applications.
What has changed in recent decades is the engineering sophistication applied to aluminum wire production. Early aluminum wiring earned a poor reliability reputation in residential electrical installations due to incompatible termination hardware and poor understanding of thermal expansion behavior at connections. Modern aluminum wire applications address these issues through alloy selection, surface treatment, and connector engineering — shifting the conversation from whether aluminum wire is suitable to which grade and configuration is optimal for a specific use case. The range of available aluminum wire products now spans from ultra-high-purity 5N grades for semiconductor bonding to high-strength 7xxx alloy wire for structural aerospace cable assemblies, with dozens of specification points in between.
Wire Classification by Alloy Series and What Each Grade Delivers
The Aluminum Association's alloy designation system organizes wrought aluminum alloys into series defined by primary alloying element, and each series produces a distinct combination of mechanical and electrical properties relevant to wire applications.
| Alloy Series | Primary Alloying Element | Typical Tensile Strength | Conductivity (% IACS) | Key Wire Applications |
|---|---|---|---|---|
| 1xxx | None (≥99% Al) | 60–185 MPa | 61–64% | Electrical conductors, transformers, bonding wire |
| 4xxx | Silicon (Si) | 140–190 MPa | 30–40% | Welding filler (ER4043, ER4047), brazing |
| 5xxx | Magnesium (Mg) | 190–310 MPa | 27–35% | Welding filler (ER5356), marine, structural |
| 6xxx | Magnesium + Silicon | 200–310 MPa | 52–58% | Overhead conductors (6201), automotive wiring |
| 7xxx | Zinc (Zn) | 400–570 MPa | 35–45% | Aerospace structural cable, high-load applications |
The inverse relationship between strength and conductivity is the central tradeoff in aluminum wire specification. The 1xxx series maximizes conductivity at the expense of mechanical strength; the 7xxx series inverts this priority. The 6xxx series occupies the most commercially significant middle ground — sufficient strength for structural conductor applications combined with conductivity high enough for power transmission use, which is why alloy 6201-T81 has become the standard for All-Aluminum Alloy Conductor (AAAC) overhead lines globally.
Aluminum Welding Wire: Filler Selection, Process Matching, and Common Failure Modes
Aluminum welding wire functions as both a structural filler and a metallurgical modifier of the weld pool — its composition determines not just deposited metal strength, but crack susceptibility during solidification, corrosion resistance in service, and compatibility with post-weld treatments like anodizing or heat treatment. The two dominant filler families cover most industrial requirements: 4xxx (Al-Si) fillers offer excellent fluidity, low solidification shrinkage cracking risk, and stable arc behavior, making ER4043 the default general-purpose choice for 6xxx base metals. 5xxx (Al-Mg) fillers — principally ER5356 and ER5183 — deliver higher as-welded joint strength (up to 290 MPa) and superior performance in saltwater environments, at the cost of slightly higher porosity sensitivity and a tendency toward stress corrosion cracking if used with certain high-Mg base alloys in sensitized condition.
Porosity is the most prevalent quality issue in aluminum welding, and filler wire condition is one of its primary sources. Aluminum's natural oxide layer is hydroscopic — it adsorbs atmospheric moisture, and that moisture releases hydrogen into the weld pool during solidification. Wire stored in opened packaging in humid shop environments accumulates moisture on its surface within hours. Pre-use oven drying at 70–80°C for one to two hours is standard corrective practice, though the more reliable solution is hermetically sealed packaging maintained until point of use. Wire surface cleanliness — specifically the absence of residual drawing lubricant and minimized oxide layer thickness — is a manufacturing variable that determines the hydrogen load the welder must manage before the arc even starts.
Feed system compatibility is a recurring practical challenge. Aluminum welding wire is considerably softer than steel wire at equivalent diameters, and standard steel-configured MIG systems — V-groove drive rolls, steel-optimized liners — deform the wire, causing bird-nesting and erratic feed that produces inconsistent bead profiles. U-groove or knurled drive rolls, short Teflon-lined conduit, and push-pull torch configurations are the established hardware responses. For robotic and automated welding cells where feed consistency directly governs bead repeatability, wire diameter tolerance (typically specified at ±0.01 mm or tighter) becomes a critical procurement variable alongside chemical composition.
Temper, Surface Condition, and the Production Variables That Determine Wire Usability
Temper designation — the H-series for strain-hardened wire, O for fully annealed, T-series for heat-treated alloys — communicates the mechanical property range but not the process path that produced it. Two coils with identical temper designations can differ significantly in residual stress distribution, grain size uniformity, and surface oxide thickness depending on whether intermediate annealing cycles were correctly applied, whether furnace atmosphere was controlled, and whether drawing speed and lubrication were optimized for the alloy. These differences manifest as property variation along the coil length — a problem that only becomes visible during downstream processing when one section of wire behaves inconsistently with another.
Surface condition affects multiple downstream outcomes simultaneously. For bonding wire applications, oxide layer thickness and uniformity determine bond formation kinetics and joint reliability under thermal cycling. For welding filler wire, surface lubricant residue contributes directly to weld porosity. For wire used in visible assemblies or anodized components, surface scratches and die marks from the drawing process affect final appearance. In-line surface inspection using eddy current or optical systems during the drawing process catches these defects before they reach the finished coil — a capability that distinguishes manufacturers with automated quality monitoring from those relying on end-of-line sampling alone. Specifying wire by surface quality class, not just dimensional and chemical tolerances, is a practice that reduces incoming inspection burden and downstream process variation for high-volume buyers.
Emerging Demand Drivers: EV Platforms, Renewable Energy, and Lightweighting Pressures
Three converging technology trends are reshaping aluminum wire demand in ways that will drive specification evolution through the remainder of the decade. Electric vehicle platform development is the most immediate. As OEMs replace copper wiring harness segments with aluminum equivalents to reduce vehicle weight — a 40–50% mass reduction for equivalent current capacity on high-voltage bus conductors — the automotive supply chain is absorbing wire specifications it has not previously qualified: high-flex cycle life, vibration fatigue resistance over 15-year vehicle lifetimes, and crimp joint performance across −40°C to 150°C thermal cycling. These requirements are driving development of micro-alloyed aluminum compositions (Al-Fe-Cu, Al-Zr) that improve fatigue performance without the conductivity penalty of conventional 6xxx alloys.
Renewable energy infrastructure — both solar farm wiring and wind turbine generator windings — represents sustained volume growth for electrical-grade 1xxx and 6xxx wire. Transformer manufacturers supplying grid-scale solar and wind installations are specifying higher-efficiency winding designs that require tighter resistance tolerances and more consistent cross-section geometry than utility transformers of previous generations. Overhead transmission line upgrades using high-temperature low-sag (HTLS) conductors — which incorporate aluminum alloy wire with improved creep resistance at elevated operating temperatures — are accelerating as grid operators seek capacity increases without new tower construction. Each of these applications is pulling the aluminum wire industry toward tighter specifications, better documentation, and more rigorous process control — raising the technical bar for suppliers and the quality floor that buyers should expect.