English
English 中文简体
中文简体 русский
русский Deutsch
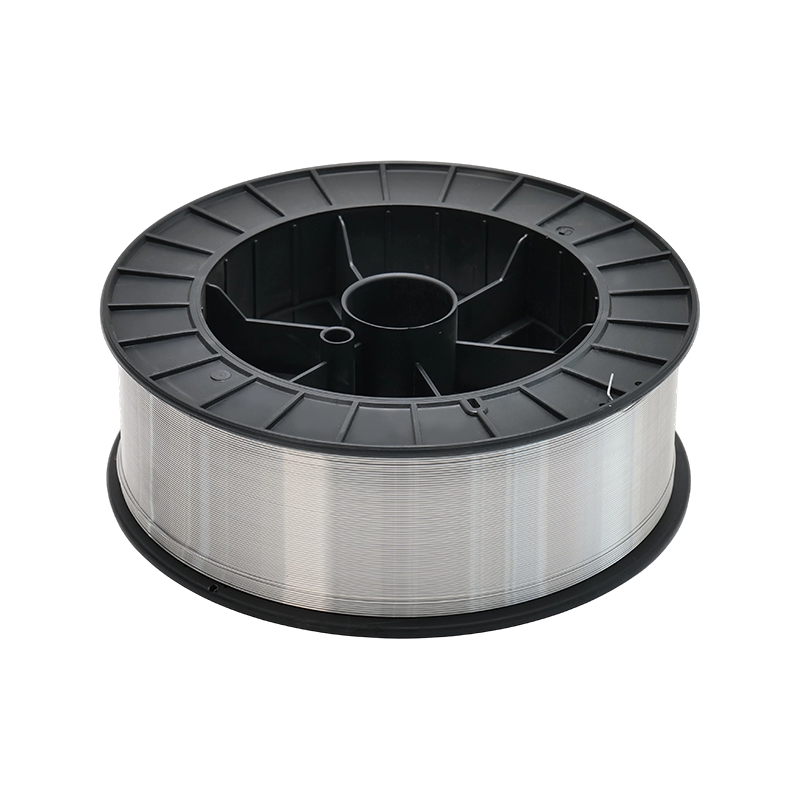
DeutschFor semiconductor wire bonding and thin film evaporation, high purity aluminum wire with a purity of 99.99 percent (4N) or higher is the non-negotiable baseline. A 5N (99.999 percent) wire reduces detrimental intermetallic growth and corrosion at the bond pad, achieving a mean time to failure of over 1,000 hours in 200 degrees C high-temperature storage tests, while its controlled diameter tolerance of plus or minus 0.002 millimeters ensures consistent loop profiles in automated bonders.
Content
Purity Grades and Impurity Control in High Purity Aluminum Wire
The performance of high purity aluminum wire is dictated by trace element concentrations measured in parts per million. Even a single part per million of certain metals can degrade electrical conductivity or promote bond pad corrosion. The table below categorizes the standard purity levels available from specialized manufacturers.
| Purity Grade | Aluminum Content (percent) | Total Metallic Impurities (ppm) | Critical Application |
|---|---|---|---|
| 4N | 99.99 | Less than 100 | General evaporation, capacitor electrodes |
| 5N | 99.999 | Less than 10 | Gold and copper wire replacement, IC bonding |
| 6N | 99.9999 | Less than 1 | Superconducting films, specialized sensors |
For most semiconductor packaging houses, 5N high purity aluminum wire has become the standard because it contains less than 5 ppm of copper and iron combined. This drastically reduces the formation of brittle intermetallic compounds at the aluminum-gold interface, which is the primary cause of purple plague and bond lift-off. The extra purification step adds approximately 15 to 20 percent to the material cost compared to 4N, but the improvement in bond reliability in 150 degrees C ambient environments justifies the expense.
Diameter Tolerance and Surface Finish Requirements
The diameter of high purity aluminum wire used in wedge bonding typically ranges from 0.7 mil (0.018 mm) to 20 mil (0.508 mm), with the most common size being 1.0 mil (0.0254 mm). The wire must have a diameter tolerance of plus or minus 2 percent of the nominal value to guarantee that the ultrasonic energy couples consistently into the bond pad. A wire that varies by more than 0.0005 mm across a spool will create variable loop heights and tail lengths, forcing frequent bonder recalibration.
Surface finish is equally critical. The wire surface should be free of slivers, scratches deeper than 0.5 micrometers, and residual lubricant from the drawing process. Premium high purity aluminum wire is cleaned using a multi-stage ultrasonic solvent process that reduces surface carbon contamination to below 5 micrograms per square centimeter, ensuring consistent wire pull strength and eliminating the formation of black epoxy voids during transfer molding.
Annealing and Mechanical Property Control
High purity aluminum wire is supplied in either an annealed or a hard-drawn condition, and the correct state is determined by the type of bonding equipment. Two distinct tempers are commonly specified.
- Fully annealed (soft) wire has an elongation of 15 to 25 percent and a tensile strength below 50 MPa. It compresses uniformly under the bonding tool, creating a symmetrical wedge bond. This temper is essential for high-reliability military and aerospace packages where the bond must survive thermal cycling from minus 65 degrees C to 150 degrees C.
- Hard-drawn wire retains 50 to 80 percent of the work hardening from drawing and has a tensile strength between 120 and 180 MPa. It is used in deep-access wedge bonding where the wire must resist buckling over long spans. However, the reduced ductility requires a higher ultrasonic power setting, which can crater thin bond pads if not carefully optimized.
A batch of high purity aluminum wire with inconsistent annealing can cause a fluctuation in bond deformation of more than 15 percent across a single spool. Reputable manufacturers test every spool for elongation and break load using a 250 mm gauge length at a test speed of 25 mm per minute, per ASTM E8 methods, and ship the wire with a certificate of conformance.
Thin Film Evaporation and Coating Applications
In vacuum deposition, high purity aluminum wire is fed onto a heated tungsten filament or an electron beam hearth to create thin films for optical mirrors, semiconductor electrodes, and barrier layers. The wire geometry for evaporation is typically 0.5 mm to 2.0 mm in diameter and is supplied in straight lengths or coiled form. A 4N purity aluminum wire is sufficient for most metallization processes because the deposition itself provides some gettering of residual gases, but the wire must be free of sodium and potassium, which migrate rapidly in silicon dioxide and shift transistor threshold voltages.
The total gas content of high purity aluminum wire used for evaporation should be specified as less than 0.1 ppm for hydrogen and less than 0.5 ppm for oxygen. Entrapped gas causes spitting during evaporation, ejecting micron-sized droplets from the filament that create defects in the deposited film. A properly degassed 5N aluminum wire will show zero visible spits across a 100 mm square glass witness plate when evaporated at a rate of 5 nanometers per second.
Storage and Handling to Prevent Surface Degradation
Even a small amount of atmospheric moisture or chlorine can compromise the bondability of high purity aluminum wire. The aluminum surface reacts with humidity to form a hydrated oxide layer that thickens over time and prevents good intermetallic formation. The following storage protocol extends the shelf life of an opened spool to over 6 months.
- Store spools in a nitrogen-purged cabinet with a relative humidity below 20 percent at all times.
- After use, return the spool to its sealed polyethylene bag and squeeze out excess air before closing the zip seal.
- Do not handle the wire with bare hands. Fingerprints leave chloride salts that etch the aluminum surface within 24 hours at room temperature.
- If a spool of high purity aluminum wire has been exposed to ambient air for more than 72 hours, a test bond must be performed and pull-tested to verify a minimum force of 5 grams per mil of wire diameter before releasing the lot for production.